想要了解南阳 本地 激光切割打孔钢板折弯-厚壁钢管专业设计产品的魅力?视频为你揭晓答案!
以下是:南阳南阳 本地 激光切割打孔钢板折弯-厚壁钢管专业设计的图文介绍


导向断裂切割
对于容易受热破坏的脆性材料,通过激光束加热进行高速、可控的切断,称为导向断裂切割。这种切割过程主要内容是:激光束加热脆性材料小块区域,引起该区域大的热梯度和严重的机械变形,导致材料形成裂缝。只要保持均衡的加热梯度,激光束可引导裂缝在任何需要的方向产生。
选择切割方法,需考虑它们的特点和板件的材料,有时也要考虑切割的形状。由于气化相对熔化需要更多的热量,因此激光熔化切割的速度比激 化切割的速度快,激光氧化切割则借助氧气与金属的反应热使速度更快;同时,氧化切割的切缝宽,粗糙度高,热影响区大因此切缝质量相对较差,而熔化切割割缝平整,表面质量高,气化切割因没有熔滴飞溅,切割质量 。另外,熔化切割和气化切割可获得无氧化切缝,对于有特殊要求的切割有重要意义。
一般的材料可用氧化切割完成,如果要求表面无氧化,则须选择熔化切割,气化切割一般用于对尺寸精度和表面光洁度要求很高的情况,故其速度也 。另外,切割的形状也影响切割方法,在加工精细的工件和尖锐的角时,氧化切割可能是危险的,因为过热会使细小部位烧损。
大润激光切割打孔钢板折弯欢迎您的来电



大润金属制品以激光打孔,钢板折弯为加工点1、在单位尺寸上,板材越厚,所需的弯曲力越大;板材厚度越大,在选择弯曲设备时,需要进一步提高弯曲力的裕度;不锈钢的热导率比普通低碳钢低,延伸率低,需要的变形力越大。
2、材料的屈服强度越大,弹性恢复力越大,需要的压制角度越小,以获得折弯零件的角度9 0度,奥氏体不锈钢在折弯时的弹性恢复变形比碳钢大,因此压制角度比碳钢小。
3、在单位尺寸上,拉伸强度大,伸长率小,需要的弯曲力大,弯曲角度大,碳钢相同板材厚度的904L不锈钢板的弯曲角度大。否则,会出现弯曲裂纹,影响工件强度。
4、与设计图的板厚和折弯半径相对应的情况下,一个弯曲工件的展开尺寸为直角边上正负两板厚,足以满足设计精度要求,根据经验公式计算展开量,可以简化计算过程。
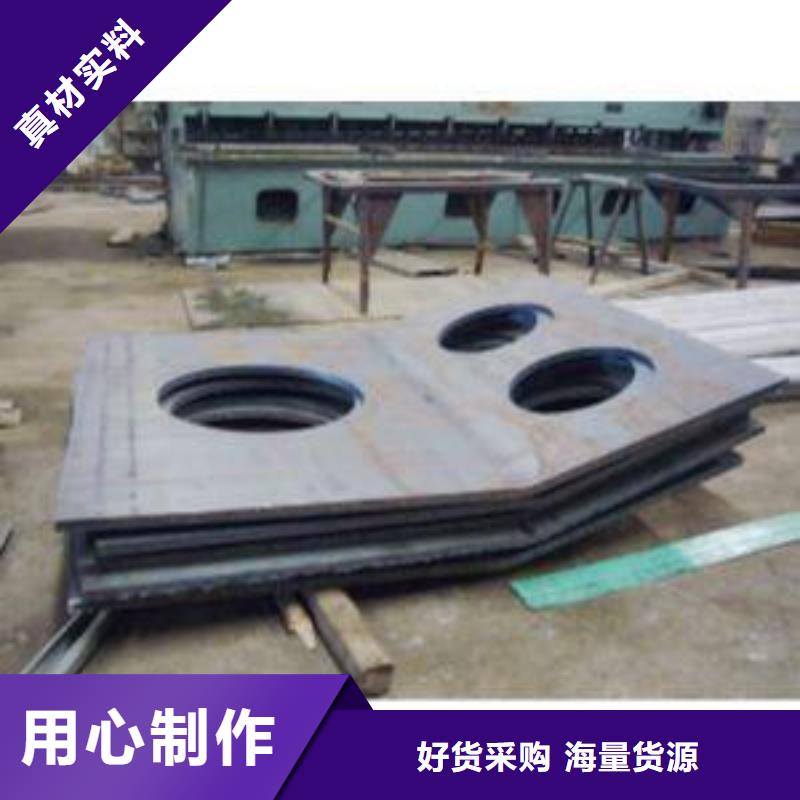
激光切割打孔钢板折弯


我们公司的经营方针是“客户,服务,品质。”坚持不懈的为客户提供满意的产品是我们永远的服务宗旨!亚电物资有限公司是一家集研发生产销售 精密管、的企业,技术力量雄厚,先后引进了国外先进的技术,客户遍及全国各大中城市,通过10多年的经营,公司发展稳定,产品以高效、安全、环保、经济、无毒、可循环使用等特点得到客户认可 我们公司的经营方针是“客户,服务,品质。”坚持不懈的为客户提供满意的产品是我们永远的服务宗旨!




在机械加工行业得到广泛的应用,不受工件材质、硬度等影响。 广泛应用于各种机床。
1、加工表面粗糙度低
高能束脉冲精密加工轨迹复杂,能由切削过程过渡到光整抛光过程,因而可获得Ra0.01~Ra0.04um的光洁表面。
2、工件尺寸精度高
高能束脉冲精密加工油石的粒度极细,只能切削工件的轮廓峰,所以加工余量很小(0.005~0.025mm),工件尺寸分散度小,合格率极高。
3、生产效率高
高能束脉冲精密加工的油石高速往复振动,加长了每一磨粒在单位时间内的切削长度,从而提高了生产效率。
四、加工表面质量好
1)、高能束脉冲精密加工的切削速度低(0.5~1.6m/s),油石压力小(0.05~0.5MPa),所以加工时发热少,没有***现象,也不会使工件产生变形。
2)、磨粒刃的正反切削,形成的磨屑易于清除,不会在已加工表面形成划痕。
3)、高能束脉冲精密加工的变形层很薄,一般不大于0.0025mm,能形成耐磨性比珩磨更高的光洁表面。
五、修正工件形状和尺寸误差的作用较差
高能束脉冲精密加工是一种低压力进给加工,余量又小,油石切除材料的能力较弱,故修正工件形状和尺寸误差的作用较差,一般要求前道工序保证必要的精度。
大润激光切割打孔钢板折弯的产品都是定制品,如有需要请联系本店主:王经理,洽谈价格。






 扫一扫
扫一扫